Smart Belt Conveyor Systems
- Efficient Material Handling
- Continuous and Smooth Transport
- Low Energy Consumption
- Simple Installation and Maintenance
- Cost-Effective Operation
- Can Transport Long Distances
- Customizable for Any Industry

Discover the key advantages that make belt conveyors an essential solution across industries.
Designed to move materials quickly and smoothly with minimal energy consumption.
Ideal for a wide range of industries including manufacturing, mining, and logistics.
Built to last with minimal upkeep, reducing downtime and operational costs.
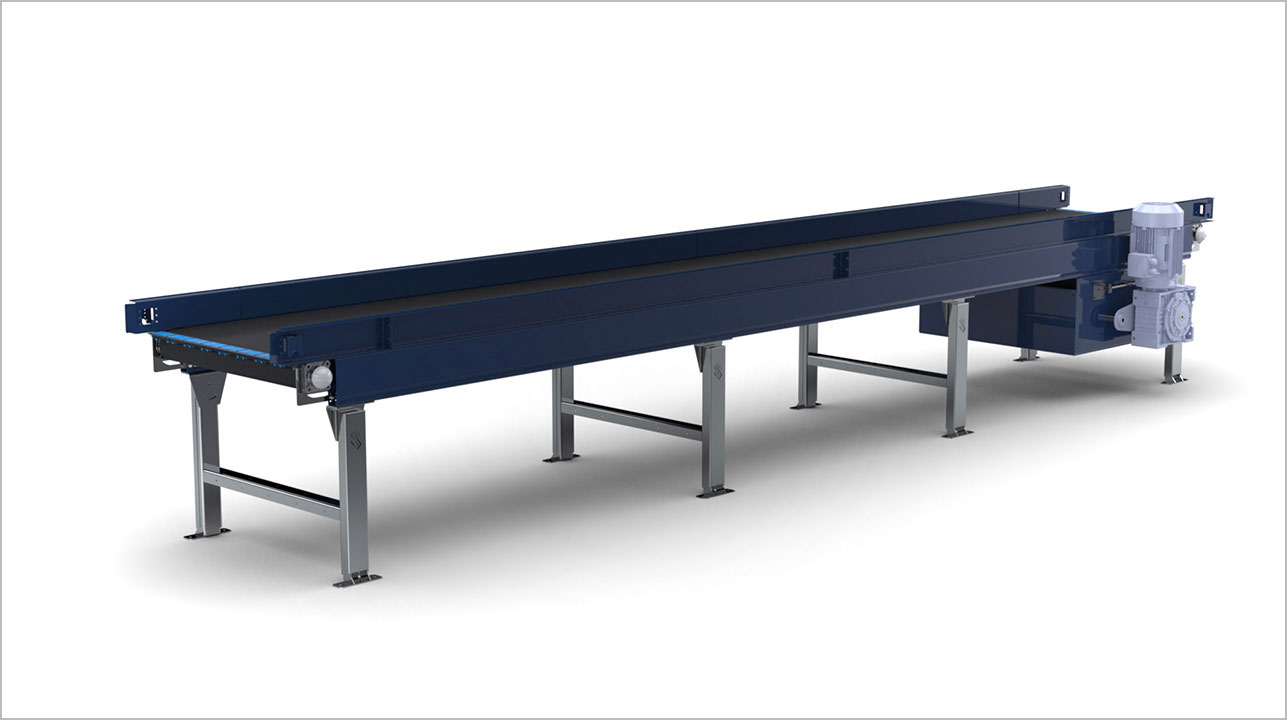
Precision and durability define our conveyor belt conveyor systems, engineered to ensure flawless material handling across industries. With components like stainless steel conveyor belts, chain conveyor belts, and heavy-duty steel belt conveyors, our systems deliver stable, smooth operation even in demanding environments such as mining, construction, and agriculture. This precision minimizes spillage, extends maintenance intervals, and maximizes productivity.
From food industry conveyor belts to vacuum, airport, and warehouse conveyor belts, each solution is tailored for industry-specific needs. We also offer flat belt conveyors, inclined belt conveyors, curved, vertical, and portable conveyor belts for flexible and space-efficient layouts. Our electric conveyor belts, crafted with high-quality conveyor belt rubber, ensure long-term performance and energy efficiency. Choose our conveyor belt conveyor solutions to optimize your workflow with reliability and cost-effective performance.
MORE INFORMATION

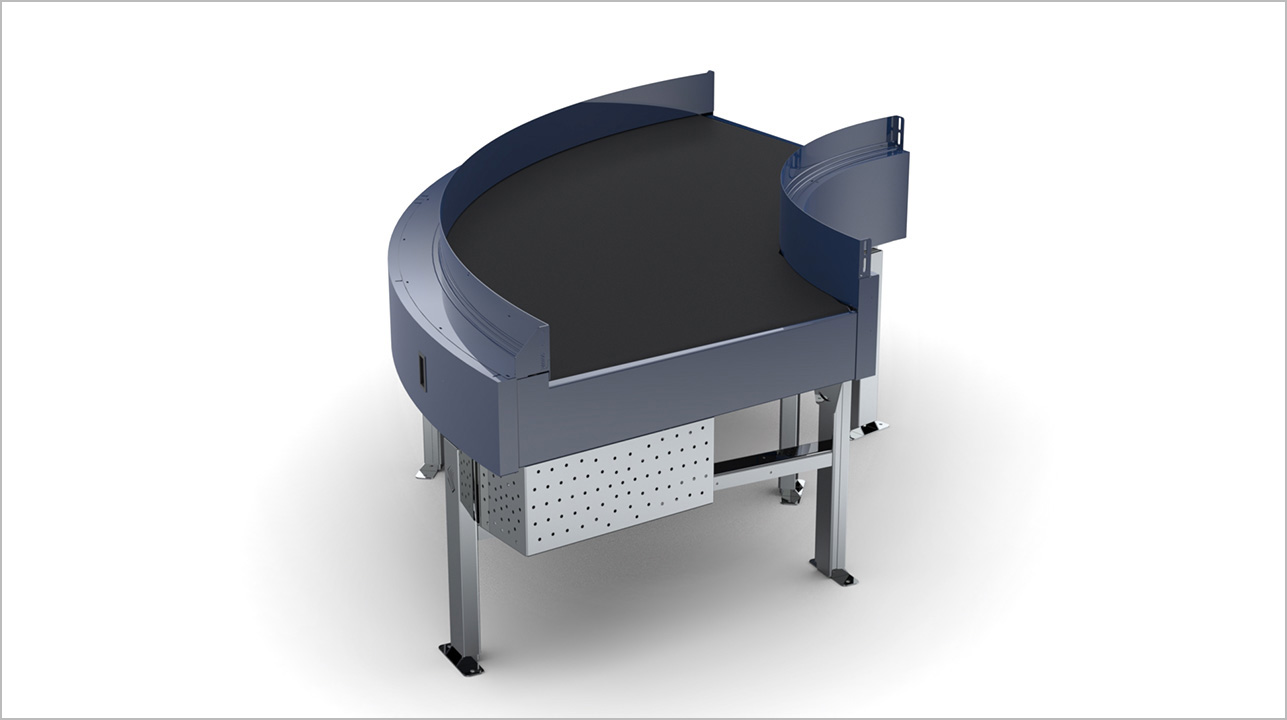
Curved belt conveyors are essential in optimizing space and maintaining continuous product flow in complex layouts. Whether navigating tight warehouse corners or airport logistics paths, these conveyor belt conveyor systems offer smooth transitions through their specialized curved conveyor belt design, which considers belt material, curve radius, and load capacity to ensure seamless operation and product integrity.
Manufactured by top curved belt conveyor manufacturers, these systems—ranging from curved roller conveyors to power belt conveyor curves—are ideal for high-speed, heavy-load applications. Modular structures allow for quick customization and integration, making them a reliable, space-saving solution in modern material handling environments like distribution centers and industrial facilities.
MORE INFORMATION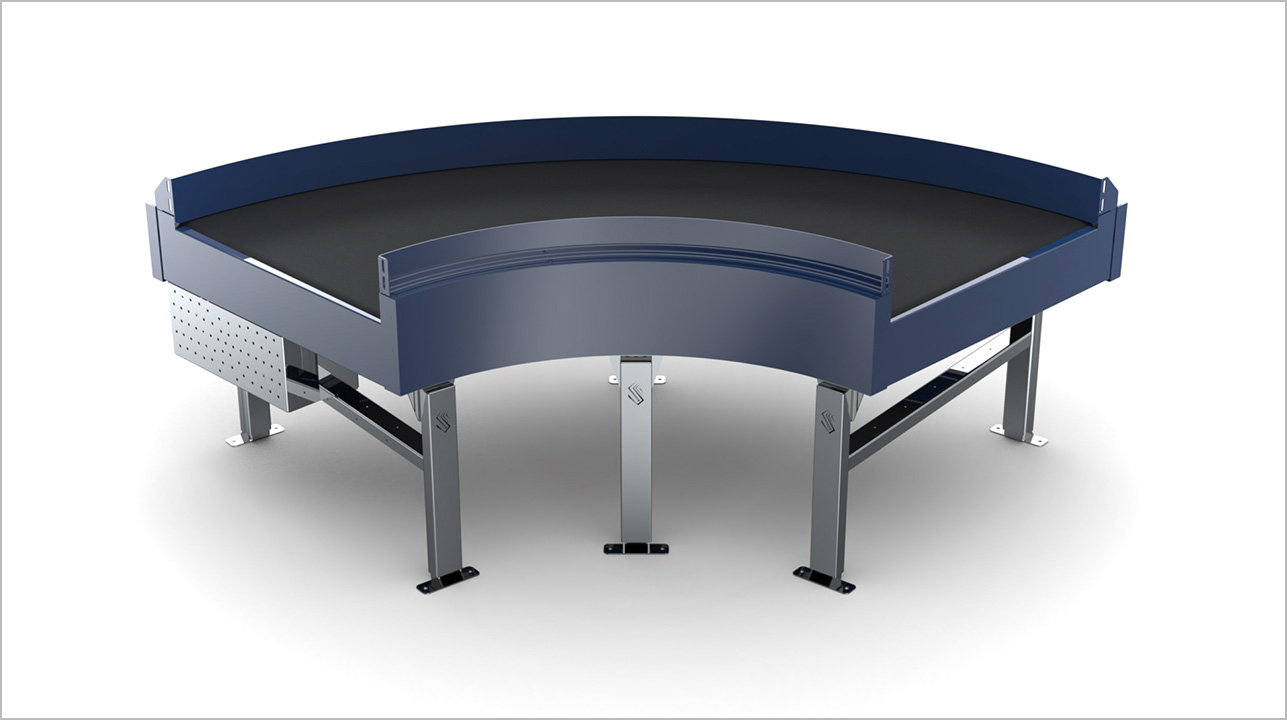
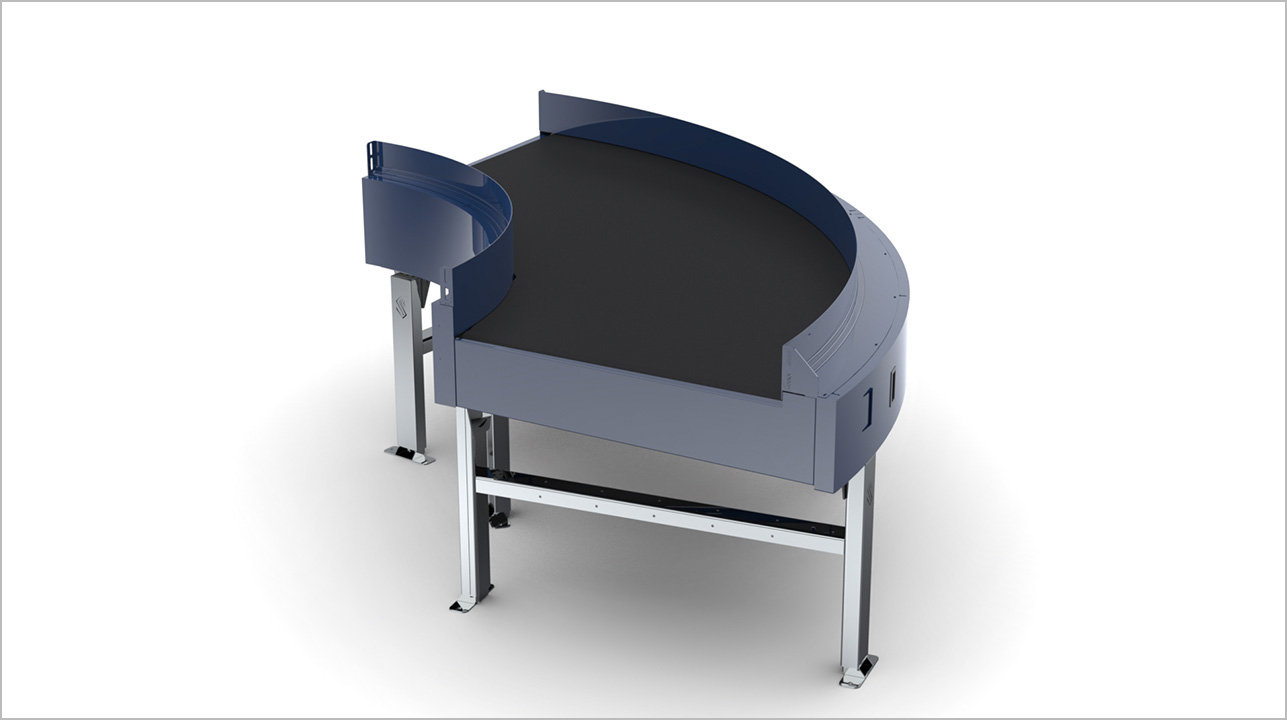
Merge belt conveyor systems are key components in modern automation, combining multiple lines into one streamlined flow. These conveyor belt conveyor solutions reduce congestion, boost efficiency, and support uninterrupted operations in fast-paced environments like logistics hubs and airports.
With options such as 2 to 1 merge conveyors, conveyor lane diverters, and diverting conveyors, facilities gain flexible control over product routing without compromising speed. Ideal for high-volume sorting and packaging processes, merge conveyor systems ensure smooth transitions, precise alignment, and optimized space utilization.
MORE INFORMATION


With extensive expertise in the field of material handling, our solutions specialize in belt conveyor, merge belt conveyor, and curve belt conveyor systems, designed to meet the evolving demands of modern industries. From streamlining warehouse operations to optimizing production lines, our conveyor technologies offer efficiency, durability, and seamless product flow across various environments.
Our systems are engineered for precision and adaptability, whether it's transporting goods through tight curves, merging multiple lines, or maintaining continuous flow in high-speed operations. Built with high-quality materials and modular designs, our conveyors are ideal for applications in logistics, manufacturing, distribution, and more — ensuring reliable performance, space optimization, and reduced operational costs.

